
發布日期:2020年12月21日 信息來源:/ 編輯:河南雙象機械有限公司點擊數:
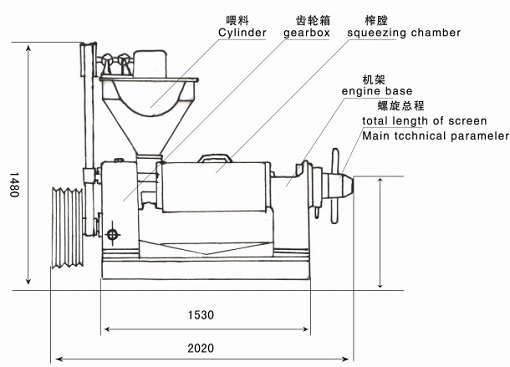
6YL-160型螺旋榨油機

1.榨軸轉速:35-39轉/分
2.齒輪箱傳動比:15/38x15/52=1:8.78
3.配用動力: 18.5-22KW
4.三角帶: B型
5.外形尺寸:長x寬x高 2020x700x1480(mm)
6.單機重量: 960kg
7.產量:14-17噸
1. 工作原理:
榨油機運轉時,將處理好的料胚帶如料斗,油料從料斗進入榨膛。有榨螺的螺旋向里推進,進行壓榨。
因料胚在榨油機的榨膛內是在運轉狀態下進行的,在榨膛高壓的條件下,料胚和榨螺,榨膛之間產生很大的摩擦阻力。這樣就能使料胚和料胚產生摩擦,造成相對的運動。另一放面,榨螺的根圓直徑是逐漸增粗的,當榨螺轉動時,螺紋使料胚即能向前推進又能向外翻轉,同時靠近榨螺螺紋表面的料層隨著榨軸轉動,這樣在榨膛里的每個料胚微粒都不是等速度同方向的運動。而在微粒之間也存在著相對的運動。有摩擦產生的熱量又滿足了榨油工藝操作上所必須的一份熱量,有助于促使料胚中的蛋白質熱變性,破壞了膠體,增加了塑性,同時也降低了油的粘性,容易榨出油來,因而提高了榨油機的出油率。
2.結構:該機有進料斗部分,齒輪箱部分,榨膛部分,榨螺部分,機架部分共五大部分組成
榨油機安裝時必須在地腳螺栓牢固的安裝基礎上,使機體保持水平。電機安在進料斗的背面。
四.機器的潤滑:
1.榨油機主要采用機油和黃油兩種形式潤滑。加油周期見表二
|
序號 NO |
潤滑部位 lubrication |
油脂種類 lubricate |
加油周期 Time span |
換油周期 Lubricate replacement period |
|
1 |
調節螺栓 Adjusting bolt |
20號機械油 Mechanical oil NO.20 |
每班2次 1-2time/day |
|
|
2 |
傘齒輪 Bevel gear |
20號機械油Mechanical oil NO.20 |
每班2次 1-2time/day |
|
|
3 |
軸承座套 Bearing bush |
20號機械油Mechanical oil NO.20 |
每班2次 1-2time/day |
|
|
4 |
齒輪箱 Gearbox |
20號機械油Mechanical oil NO.20 |
首次加油12kg |
六個月 Each six months |
|
5 |
各滾動軸承 bearing |
潤滑油 grease |
|
每年一次 Each every year |
(一)開機前的要點:
1.開機前先將齒輪箱內加注12公斤機油.
2機器安裝好后,按規定加注潤滑油,檢查各零部件是否緊固,操作手柄,插板是否靈活.
3.用手搬動大皮帶輪查機器有無松動或卡機現象,若有異常及時排除.
4.調整皮帶的松緊度,啟動電機,檢查槽輪方向是否與標志方向一致.
5檢查準備工作做好后,松開緊鎖螺母把榨螺擰到死點,再退回3-4圈,再前進半圈,保證榨螺與出餅口的間隙.
(二)開機:
1,啟動電機,開動機器,將餅加入6%-8%水分,倒入料斗,磨光榨膛,進料不可過猛,否則可能造成榨膛堵塞與卡死機器事故,因此開始下料應該緩慢均勻,待榨膛磨光后,正常出餅后,方可將料胚倒入料斗.
2.運轉后觀察出餅情況,如不出餅,將榨螺再退出1-2圈,如還不出餅,應停機檢查.切記杜絕開帶車.故障排除后再行初榨工作.正常運轉時餅厚1-2毫米,餅成瓦片狀,手捏不粘,內面光滑,外面發皺,表面不帶油跡.
餅厚的調節:搬動調節螺旋上的手柄,將調節螺栓順時針旋轉,螺栓往外,餅就厚,反之餅就薄了。(因調節螺栓為左T165x6)出餅圈與出渣稍頭的錐角不同,每轉一圈較餅厚度變化為0.4-0.5毫米。
3.榨油機運轉中,應經常檢查出油,出渣情況,正常時油大部分從條排與前幾節園排流出。如餅碎成渣,說明胚料太干。如發現餅發熱(散出蒸汽)成大片狀說明水分太高,應及時進行調節胚料水分的含量。
出渣:條排出渣時成細片狀說明水分高,如出粉狀含沫說明水分低。園排渣過多屬壓緊螺母未壓緊圓排,應上緊壓緊螺母,如水分合適,則條排不出渣或少出渣,圓排少量出渣也是允許的。料胚含水分的高低直接影響出油率,因此壓榨時應控制好料胚的水分。
(三)停機:
1.正常停機應將料胚全部榨彎,反復將榨螺退進數次,將榨膛中語料 走完,將出餅放至最后,然后停車.
2.停電或因其它事故突然停車,先切斷電源,抽出放料擋板, 用人力反轉大皮帶輪,使心軸反轉時退出料胚,立即將榨螺軸推出榨膛(當人力反轉大輪困難時,不得強制進行.以免損壞機器),進行清理.若抽不出來,應將壓榨螺母松動,要把上榨籠拆釣,用螺絲刀逐個將圓排松動,清理,未經清理不得再行開車.
六. 機器的主要零部件拆裝:
1.主要零部件的拆裝方法:
(!)榨籠(包括圓排、條排骨圈)的拆裝方法:
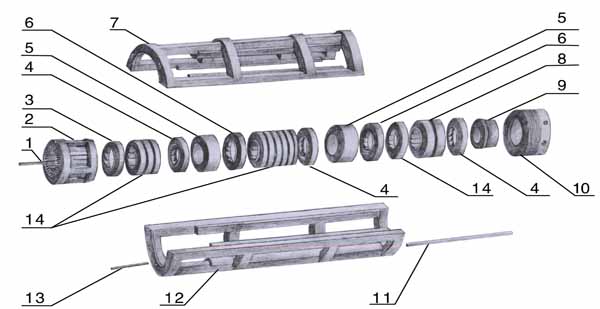
旋轉榨螺軸,將榨螺 從榨膛內抽出,然后用直徑24毫米粗的鐵棒插入出餅端壓緊螺母的孔內,逆時針方向旋轉松動螺母:松動上榨籠兩端4個M16的連結螺釘,卸掉連結上下榨籠的12個M16的螺栓,拆去上榨籠即可將圓排圈取出。見圖二
|
標號 Item |
零件名稱 Description |
每臺數量 Q’ty per set |
標號 Item |
零件名稱 Description |
每臺數量 Qty per set |
|
1
|
條排 Pressing bar |
30 |
8 |
20#21#圓排 Pressing ring NO.20、21 |
2 |
|
2 |
條排圈 Rails group ring |
1 |
9 |
出餅圈 Cake output ring |
1 |
|
3 |
1#圓排 Pressing ring NO.1 |
1 |
10 |
壓緊絲 Pressing bolt |
1 |
|
4 |
6#16#22#圓排 Pressing ring NO.6、16、22 |
3 |
11 |
榨籠長鍵Pressing cage major key |
1 |
|
5 |
7#圓排 Pressing ring NO.7 |
2 |
12 |
下榨籠 Bottom cage |
1 |
|
6 |
8#18#圓排 Pressing ring NO8、18 |
2 |
13 |
榨籠短鍵Pressing cage minor key |
1 |
|
7 |
上榨籠 Top cage |
1 |
14 |
2-5#、9-15#、19#圓排 Pressing ring NO.2-5、9-15 |
10 |
卸下條排骨圈用鐵棒的一端從側面抵住一根條排,用手敲擊另一端,將一根條排打出,其余條排將自動松散下來.注意:記住各圓排的位置,便于裝配。
(2)條排的拆裝方法:
(3)條排的裝配方法:
將條排圈立起,代出油槽面向下(建議下面放塊木板),把條排逐個的整齊的排列在內壁上。帶深油槽的一端朝下,兩個條排的深油槽面不能對著放在一起。最后一個條排用金屬棒打入》若條排松動,可以在條排之間加鐵皮,使條排緊貼內壁,達到用手摸內壁無突起現象為止。
(4)榨籠的裝法:
將條排圈有出油槽面面向機架,再按圓排序號依次放入圓排。帶出油槽面朝向機架。然后用壓緊螺母少上幾扣靠住圓排,在裝上榨籠。(上下榨籠均為配對制造,如更換需上下一齊換掉)用卸下的螺栓逐個交替上緊。
2.榨螺的拆裝方法:見圖三
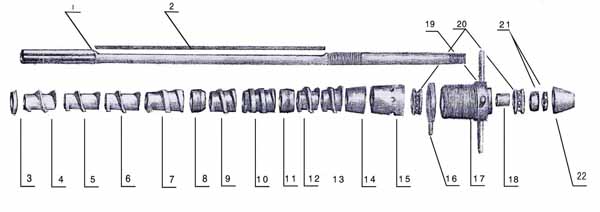
(1)榨螺的拆法:停機后立即搬動手柄,把榨軸從榨膛內抽出,卸下保護帽、六方螺母、園螺母及調節螺栓,用直徑16的鐵棒插入鎖緊螺母的孔內順時針方向旋轉(切記與軸芯配合的螺紋均為左旋),拆去緊鎖螺母后,各節榨螺即可卸下。如榨螺(內孔進有細渣)因阻塞不好拆卸,可將地上墊一木板,二人將榨螺輕撞幾 下即可卸下,若仍卸不下來,可用木柴火加熱后再卸下。
(2)榨螺的安裝:將榨螺立起細端向上,裝上檔圈,在把榨螺由1號起依次裝于軸上,然后用鎖緊螺母壓緊,以防油渣深入榨螺孔內,影響榨螺的拆卸。(調節螺母使調節栓兩端是8309軸承,裝時兩軸承大孔面均靠在調節螺栓的兩端面。榨螺整體裝齊后用兩個(M42×2)的螺帽背緊,背緊時注意兩個8309軸承的縫隙 。用手搬轉調節螺栓,感到轉動靈活時即可。
|
標號 Item |
零件名稱 Description |
每臺數量 Qty per set |
標號 Item |
零件名稱 Description |
每臺數量 Qty per set |
|
1 |
螺旋軸 Screw shaft |
1 |
12 |
9#榨螺 Worm NO.9 |
1 |
|
2 |
長鍵 Long flat key |
1 |
13 |
10#榨螺 Worm NO.10 |
1 |
|
3 |
檔圈 Intermediate ring |
1 |
14 |
出渣稍頭 Cake guide ring |
1 |
|
4 |
1#榨螺 Worm NO1. |
1 |
15 |
鎖緊螺母 Press nut |
1 |
|
5 |
2#榨螺 Worm NO.2 |
1 |
16 |
緊定螺母 Tight nut |
1 |
|
6 |
3#榨螺 Worm NO.3 |
1 |
17 |
調節螺栓 Adjusting bolt |
2 |
|
7 |
4#榨螺 Worm NO.4 |
1 |
18 |
含油套 Adjusting bolt bush |
4 |
|
8 |
5#榨螺 Worm NO.5 |
1 |
19 |
大手柄 Big handle |
2 |
|
9 |
6#榨螺 Worm NO.6 |
1 |
20 |
軸承(8309) Bearing 8309 |
2 |
|
10 |
7#榨螺 Worm NO.7 |
1 |
21 |
圓螺母 End nut |
1 |
|
11 |
8#榨螺 Worm NO.8 |
1 |
22 |
保護帽 Safe cover |
|
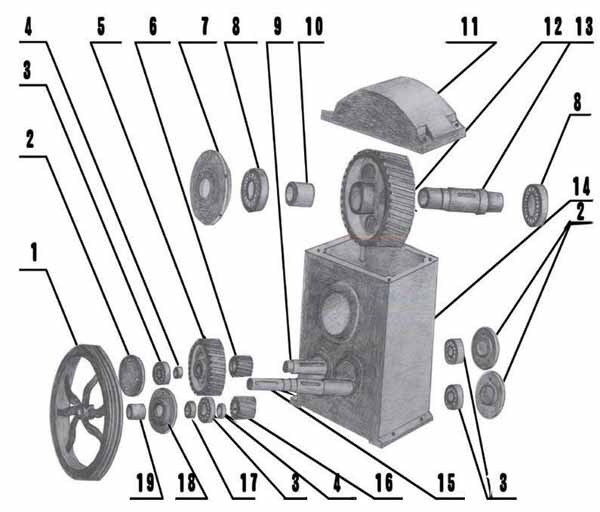
3.齒輪部件圖(圖4)
|
標號 Item |
零件名稱 Description |
每臺數量 Qty per set |
標號 Item |
零件名稱 Description |
每臺數量 Qty per set |
|
1 |
大皮帶輪 Big belt wheel |
1 |
11 |
齒輪箱蓋 Gearbox cover |
1 |
|
2 |
無孔軸承蓋 Gland |
3 |
12 |
52牙齒輪 Gear 52 teeth |
1 |
|
3 |
軸承(309) Bearing309 |
4 |
13 |
空心軸 Hollow shaft |
1 |
|
4 |
隔套 Spacing collar |
2 |
14 |
齒輪箱 Gearbox body |
1 |
|
5 |
38牙齒輪 Gear 38 teeth |
1 |
15 |
齒輪箱長軸 Gearing major axis |
1 |
|
6 |
右旋15牙齒輪 Gear 15 teeth |
1 |
16 |
左旋15牙齒輪 Gear 15 teeth |
1 |
|
7 |
大壓蓋 Big gland |
1 |
17 |
油封 Oil seal |
1 |
|
8 |
軸承(217) Bearing 217 |
2 |
18 |
有孔壓蓋 Gland with hole |
1 |
|
9 |
齒輪箱短軸 Gearbox minor axis |
1 |
19 |
小皮帶輪 Small triangle |
1 |
|
10 |
接套 Connecting bush |
1 |
|
|
|
七. 安全生產規則:
為了保證機器的正常運轉,避免機器人身事故的發生,請嚴格注意下列事項:
1. 機器運轉中,禁止用手或金屬棒深入料斗內或撥弄出餅處的餅.
2. 在開車前或機器運轉中,嚴禁將榨螺擰到死點,以導致出渣稍頭 和出餅圈接觸,相互摩損,造成機器事故.
機器的存放:榨油機若長期停放, 應除去表面油垢,清理各油部件油渣.涂防銹油,置于干燥處,榨籠用油布蓋豬,以免灰塵雜物入積條排、圓排縫隙,影響下次使用.
八.影響出油的主要因素:
影響螺旋榨油機出油率的主要因素有一下幾點:
1. 油料的水分:
影響出油率最關鍵的因素是油料的水分,油料中水分多或少都直接影響出油率.一般用戶沒有化驗設備,幾種主要油料的合適水分可按經驗方法確定如下:
(1). 大豆: 如果用門牙咬能咬碎, 用臼牙咬成扁諞狀, 具有裂紋, 有輕度的響聲, 則說明水分 合適.若成扁片狀, 但沒有裂痕, 則太濕; 可用火炕或太陽曬的方法進行處理. 若破碎并有很大的響聲,則太干;這時需要適量的水.
(2) 棉籽:用牙咬殼仁分離,殼破有響聲,則合適;若成扁形,則太濕。若殼仁成粉,則太干。
(3)菜籽:可用兩種方法分榨:冷榨或熱榨。
冷榨時:用指甲擠有響聲,分成兩片并有油擠出,為合適;成粉則太干,成粉則太濕。
熱榨時:需經炒,炒后檢查,用兩塊木板揉擦菜籽,殼與仁分離則合適:若仁成粉則太干;若殼與仁不分則太濕。
2. 出餅的薄厚,反映出榨膛的壓力大小;餅厚則壓力小,餅薄則壓力大。一般規律與圓排的松緊相似,即油料含油少壓力就應大,餅薄,圓排應壓緊(用壓緊螺母壓緊);油料含油多,則榨膛壓力應小,餅厚,圓排應松些。
餅比較合適的厚度為:
大豆: 第一遍壓榨應稍厚為1-1.5毫米左右:第二遍的厚應為0.5-1毫米左右。
棉籽:榨一遍即可,餅厚在1-2毫米左右。
花生仁:一般冷榨2-3遍,餅厚1-2毫米左右。
在榨油中,由于各種因素的不同,因此掌握出餅的厚度應根據出餅的情況,出油最旺時為合適餅厚。對上述餅厚度的確定數字決不能生搬厚度應根據出餅的情況,出油最旺時為合適餅厚。對上述餅厚度的確定數字決不能生搬硬套。
九.一般故障及其排除方法
|
序號 |
|
|
故障 |
產生原因 |
排除方法 |
|
1
|
突然停車,榨螺軸卡死。
|
1.新機初榨,沒通過磨合大量投料入榨。
2.餅的厚度太薄,榨膛壓力增大。 |
1.按說明方法操作,經常注意機器的聲音及電流強度 的大小。 |
|
2
|
出油過底
|
1.油料水分不合適。
2.榨膛溫度 低。
3.條排,圓排間隙不符合要求。
4.零件磨損。 |
1.按說明書操作。
2.松或緊動壓緊螺母,使其少量出渣,流油暢通。 |
|
3
|
入料斗存油(返油)
|
1.圓排條排過緊。
2.油料含油過多,餅出的太薄。 |
1.松動壓緊螺母使其流油暢通。
2.調節出餅厚度,將餅加入榨膛把油沖出。 |
|
4
|
餅代油斑
|
1.油料水分過多。
2.圓排間隙過小。
3.零件磨損。 |
1.按說明書操作。
2.松動壓緊螺母加大圓排間隙。
3.更換新零件。 |
|
5
|
油質暗褐而綢
|
1.榨膛溫度低。
2.油料雜質過多。
3.油料過干或發霉。 |
1.按說明書操作
2.篩選油料。 |
|
6 |
產量低
|
1.壓榨未經脫絨的棉籽,絨長易于搭橋,纏軸。
2.榨膛,榨螺不光滑。
3.油料含水分過多。
4.出餅口間隙過小。
5.棕螺磨損。 |
1.棉籽脫絨或經篩選。
2.在更換新件后要進行一段時間的磨合使榨螺光滑。
3.按說明書操作。
4.更換新零件。 |
|
7 |
不入料 |
1.含油多的油料返油。
2.油料太濕(尤其是棉籽) |
1.按說明書操作。
2.棉籽要脫絨。 |
|
8 |
嚴重冒渣
|
1.條排,圓排間隙過大。
2.榨膛壓力過大。
3.零件磨損。
4.油料太干。 |
1.按說明書操作。
2.更換新件。 |
十.主要油料的壓榨方法:
1. 大豆的壓榨方法:目前大豆的壓榨方法主要有兩種,分熱榨或冷榨.
(一)冷榨工藝流程:
大豆----篩選----壓榨(水分合適)
(二)熱榨工藝流程:
大豆----篩選---軋胚----蒸炒----壓榨
生產工藝說明: 先將大豆篩選除雜,再將大豆破碎加水約7-8%進行軟化,進入蒸鍋蒸至115度左右方可入榨.
2.菜籽的壓榨方法:菜籽分冷榨或熱榨,為了提高出油率和油品的質量,一般以熱榨為主.
其工藝流程如下:
冷榨: 篩選----軋胚----壓榨
熱榨: 篩選----軋胚----蒸炒-----壓榨
冷榨: 先將菜籽篩選去雜,再檢查菜籽的含水量,無檢查設備的前提下可以用土法檢查:用指甲將菜籽擠一下,若有響聲,并分成兩片,或有油擠出最為合適,若成粉則太干,若成餅則太濕.若太干要加2.5-3%的水,待炒籽達到棕黃色,溫度110-120度最為合適,方可入榨.
花生仁的壓榨方法: 花生仁熱榨或冷榨均可,以熱榨為主(冷榨效果不如熱榨). 熱榨時先把花生仁粉碎或榨胚,然后放在蒸鍋內蒸1.5-2小時,溫度達120度左右,含水3%左右,即可入榨,榨油機溫度達85度時,開始正常壓在榨如 無蒸鍋,也可將花生仁放在炒鍋內炒,先將花生仁粉碎,逐漸加大約7-8%的水,炒至深黃色時,即可出鍋入榨。
帶殼花生的壓榨方法:帶殼花生的壓榨,花生干濕必須合適,一般剝去花生的外殼,花生仁可以用手搓去紅皮壓榨,花生壓榨兩遍即可,花生過濕,壓榨時產生響聲,應將花生重新烘干或曬干。如榨帶殼花生出餅不順利,加大約20%的餅與花生半均后再入榨。
上一篇:榨油機知識:榨油機常見故障解決措施大全 下一篇:臥式核桃榨油機的使用方法
河南雙象機械有限公司榨油機生產廠家。主要產品有:6YL型螺旋榨油機、快速液壓榨油機、全自動榨油機等設備,配套設備有: 真空濾油機、滾筒炒鍋、自動上料機、花生剝殼機、作物破碎機等。聯系電話:15639480959 ... 了解產品
掃一掃
獲取更多快速服務
全國免費咨詢熱線
15639480959
掃一掃
獲取更多快速服務
全國免費咨詢熱線
15639480959


